G71 Turning Cycle: Efficiency in CNC Programming
If you’ve ever programmed a CNC lathe by hand, you know that writing out every single pass to turn down a large piece of bar stock is a recipe for a headache. This is where Canned Cycles come in, and the G71 Longitudinal Roughing Cycle is the undisputed heavyweight champion of the tool turret.
What is the G71 Cycle?
The G71 cycle is a multiple-repetitive cycle used for roughing out material along the Z-axis (longitudinally). Instead of writing dozens of lines of code for every cut, you define the final shape of the part, and the CNC controller calculates all the intermediate passes for you.
The Two-Line Format (Fanuc Style)
Most modern CNC machines use a two-line block to execute the G71 command. Here is the breakdown:
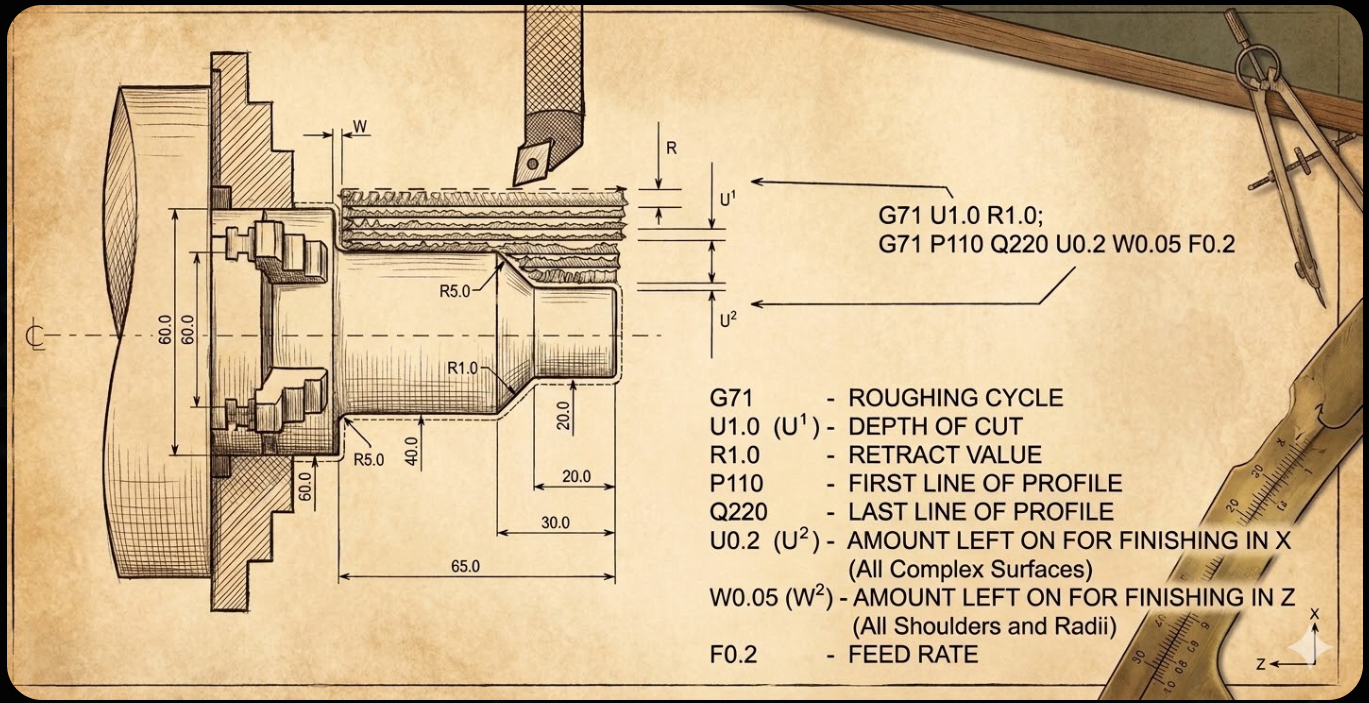
Line 1: G71 U(d) R(e)
- U(d): Depth of cut for each pass (radius value).
- R(e): The retraction amount (how far the tool pulls back after each cut to clear the part).
Line 2: G71 P(ns) Q(nf) U(u) W(w) F(f)
- P(ns): The starting line number of your finished profile.
- Q(nf): The ending line number of your finished profile.
- U(u): Finishing allowance in the X-axis (leaving a little "skin" for a finish pass).
- W(w): Finishing allowance in the Z-axis.
- F(f): Feed rate for the roughing passes.
Why Use G71?
- Code Compression: You can turn a 200-line program into a 15-line program.
- Flexibility: If you need to change the depth of cut because the tool is vibrating, you only change one number (U) rather than rewriting every pass.
- Error Reduction: Less manual coding means fewer opportunities for typos that could lead to a crash.
- Pro Tip: Always remember that the G71 cycle only handles the roughing. You’ll usually follow it up with a G70 Finishing Cycle to clean up those X and Z allowances you left behind!
A Quick Example
Imagine you are turning a simple step. Your code might look like this:
G71 U2.0 R1.0
G71 P100 Q200 U0.5 W0.1 F0.25
N100 G0 X40.0 (Start of profile)
G1 Z-50.0X60.0
N200 Z-80.0 (End of profile)
In this scenario, the machine will take $2.0mm$ cuts, leave $0.5mm$ on the diameter for finishing, and move at a $0.25mm/rev$ feed rate.
Join TSRCNC Community
Join as Educator: Create your own course and sell it on our platform.